The challenge
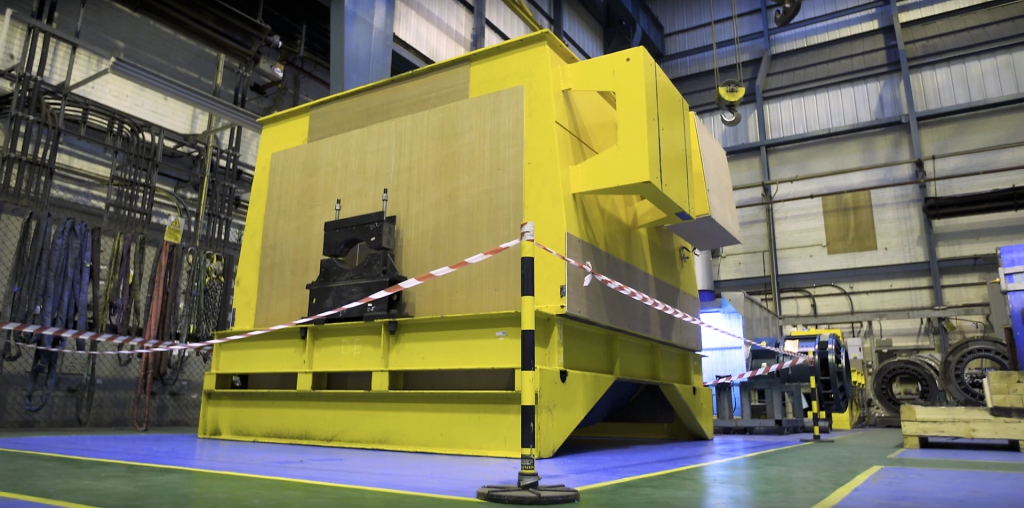
Following routine maintenance of a 26 tonne, 10 MVA Brush generator operating at the EDF Energy Sizewell B nuclear power station, a complete rebuild of the core and rewind of the stator was required.
This Brush generator is one of four Essential Diesel Generators (EDG), that form part of the station’s essential electrical supplies. They automatically start following a loss of power from the grid. The units have been on site since the power station was commissioned, the generators are classed as nuclear safety significant and are critical to EDF Energy Nuclear Generation Limited’s operation at the Sizewell B power station. It was imperative that this generator was back up and operational as soon as possible, while maintaining the quality of the product.
The nuclear safety significance of the EDG’s requires that the scope of work undertaken is carried out employing designs, processes and materials, approved at the time of the original manufacture. As such design, material or build specifications cannot be altered without substantiation and formal approval prior to use by EDF Energy Nuclear Generation Limited (NGL).
The work was classified by EDF NGL as QA grade 2, QA grade 1 being the most stringent classification within EDF NGL.
The solution
With a dedicated in-house project management team, Houghton International readied a plan to project manage every aspect of required works from coordinating the design and manufacture of the coils to curing the stator. Once agreed with the customer, the generator was then received into Houghton International’s specialist large machine repair shop, where working closely with OEM Brush, Brush Consultant and EDF engineers, the full stator rewind and core rebuild was carried out to the required QA standards.
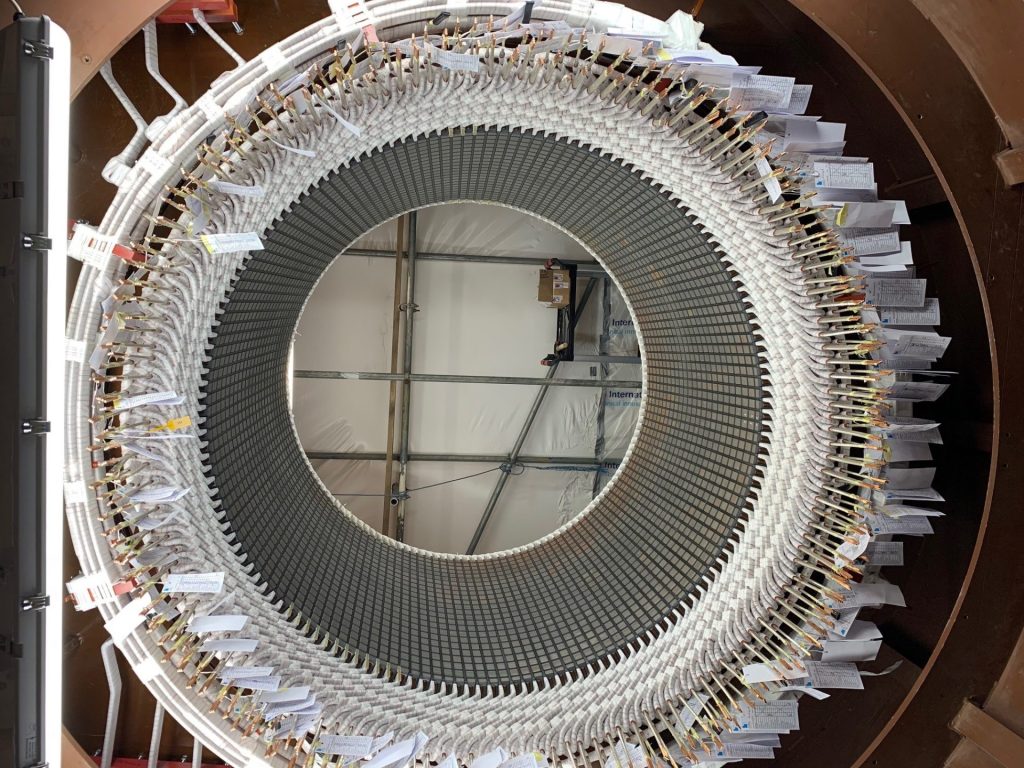
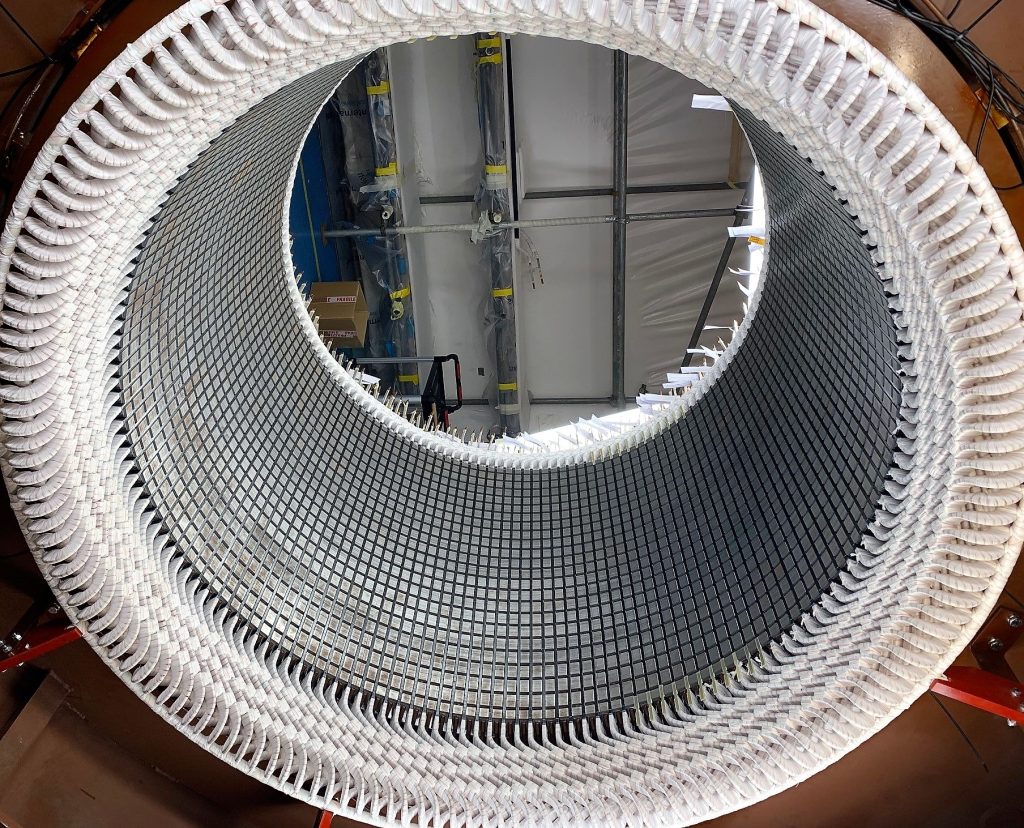
The existing coils and core packs were removed first, allowing the core to be fully rebuilt using thin laser cut laminations.
Prior to work beginning on the core, a dedicated cleanroom, complying with EDF NGL’s Foreign Material Exclusion (FME) standards was constructed to prevent any contamination of the core and new windings. Following the core build and winding insertion, an ELCid core flux test subsequently being carried out.
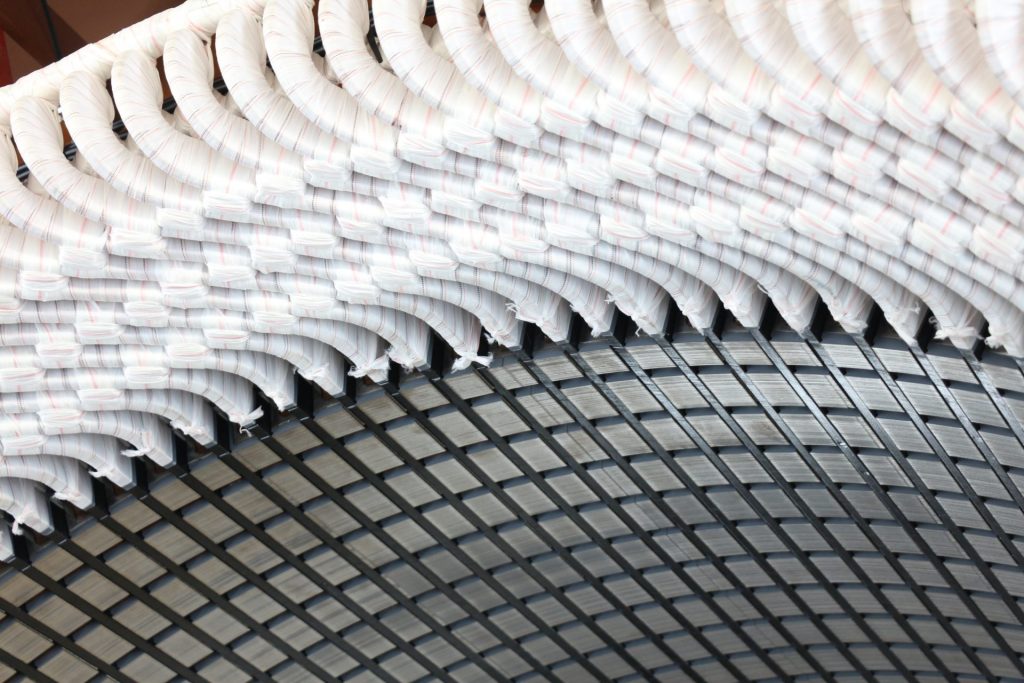
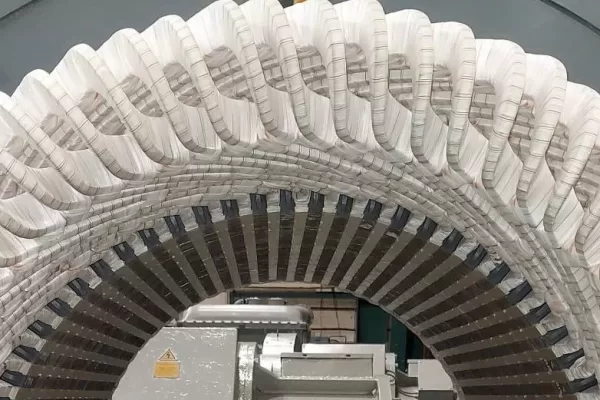
In order to meet the strict time schedule set by the customer, a just in time approach was adopted for the rewind. Small batches of coils were wound just as they were being manufactured and tested at Houghton International’s in-house coil manufacturing facility, giving full traceability and assurance on the whole winding process. In total, 150 HiFLEX coils were manufactured and comprehensively tested to the customer’s specification. Tight tolerances on the coils gave an improved fit and resulted in a more efficient winding process owing to the flexibility of the HiFLEX coils.
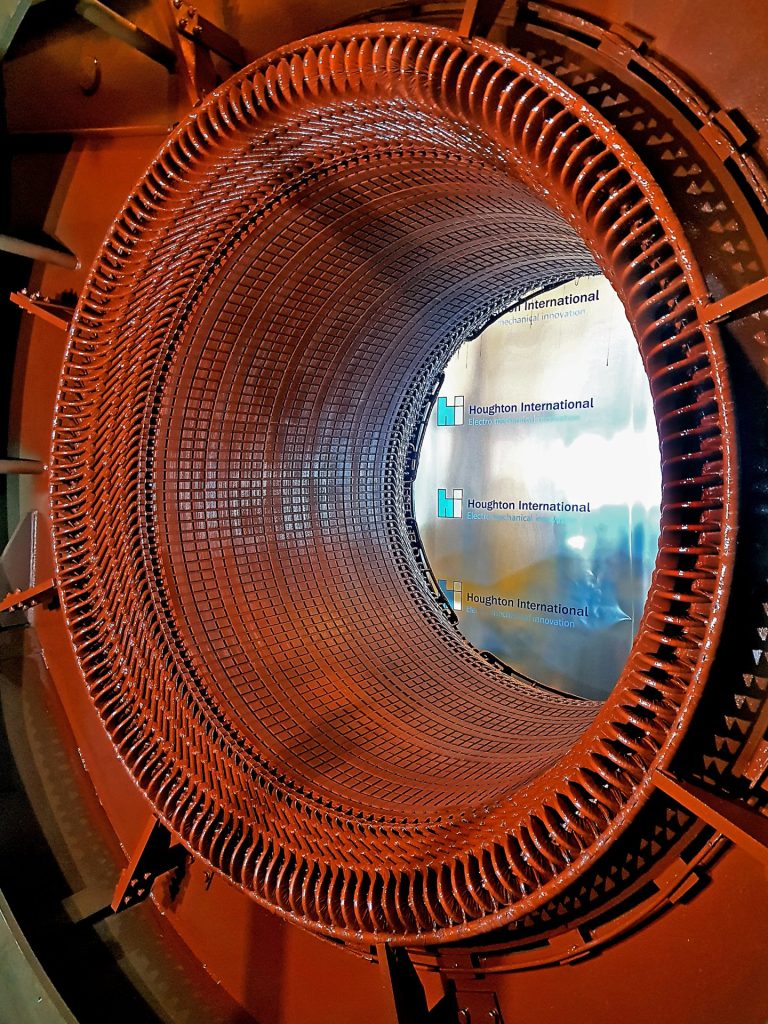
The stator was varnished, and a custom-built oven was erected to stove the stator. Tight tolerances were also in place here because the frame of the stator was already painted, and this allowed curing of the varnish without damaging the paint on the frame preventing further remedial work for the customer. Upon curing of the stator, final quality assurance checks and testing were conducted to ensure compliance with nuclear standards before dispatch back to Brush for the completion of the refurbishment, installation and commissioning.
Why Houghton International
Further Information
Related Services




The Results
Working to the agreed timescales, Houghton International delivered a high-quality repair that adhered to stringent standards and regulations for nuclear application. In the interest of safety, the Office for Nuclear Regulation (ONR) also made a visit to the large machine shop and were satisfied in relation to compliance.
Boasting a well-equipped, purpose-built environment and in-house coil shop, the works were project managed from start to finish by a specialist team with input from the customer and sign-off at various stages. There was also a strict access regime in place allowing only designated members of staff to handle various parts and aspects of the job. Documentation and reporting for compliance and traceability of materials were also supplied to the customer throughout as required for QA grade 2 project.
Being a medium-sized business, Houghton International was sufficiently agile to allow Brush UK and EDF NGL to be on site at various times of the job. Having a Brush engineer stationed on site for much of the works also showed the openness of the relationship Houghton International builds with its customers and the importance of maintaining a close working relationship.
Specialist tests and quality assurance checks were conducted at each stage of the full stator rewind and core rebuild. Due to the size of the unit, it was considered a wide load and therefore dispatched on a wagon with a police escort back to site for installation. The unit passed all further testing required on site prior to full recommissioning.

I have had a long association with Houghton International, as a winding supervisor and project manager during my time at Brush. I left Brush and started my own business, BCM Project and Inspection Services Ltd; providing project management and inspection services.
I was awarded a contract with Brush to manage the EDG stator recovery project and subsequent reinstallation and commissioning at site. I have also had a long association with EDF NGL as their main point of contact for various projects with Brush.
Several suppliers were evaluated by Brush to deliver this project, Houghton International’s flexibility, commitment to quality and willingness to adapt to customer requirements made them the ideal choice for this project.
I very much enjoyed working closely with Houghton International, guiding them though the EDF NGL processes and look forward to working with them again on future projects.
Brian Mayfield, Project Manager, BCM Project & Inspection Services Limited on behalf of Brush UK


Want to know more about our past projects?
Get in touch using the boxes below and we’ll get back to you.